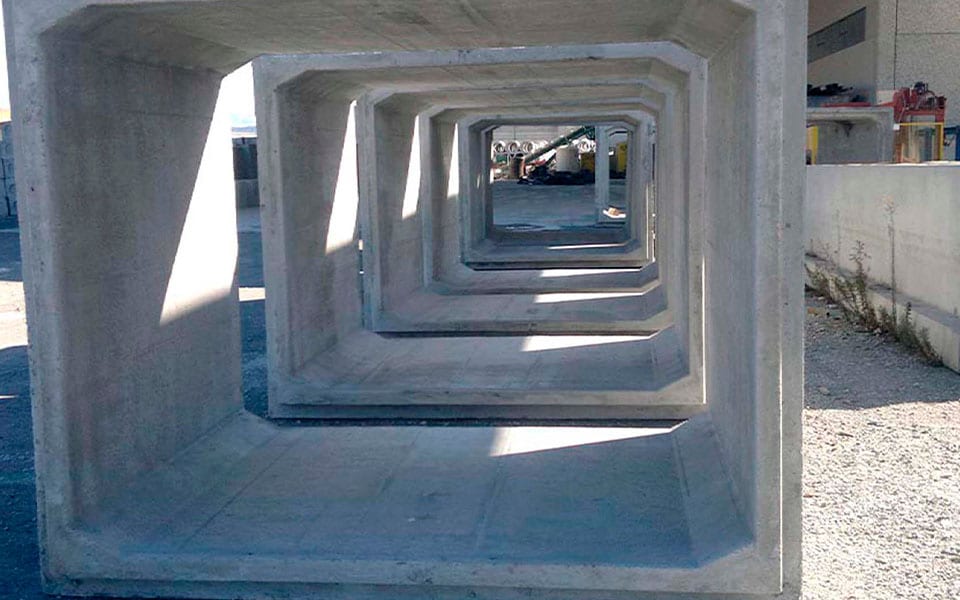
Предназначен для обеспечения непрерывного производства сборных железобетонных кульвертов различных размеров и толщины.

Предназначен для обеспечения непрерывного производства сборных железобетонных кульвертов различных размеров и толщины.
Установка обеспечивает высокую производительность, используя технологию вибропрессования жесткой смеси.
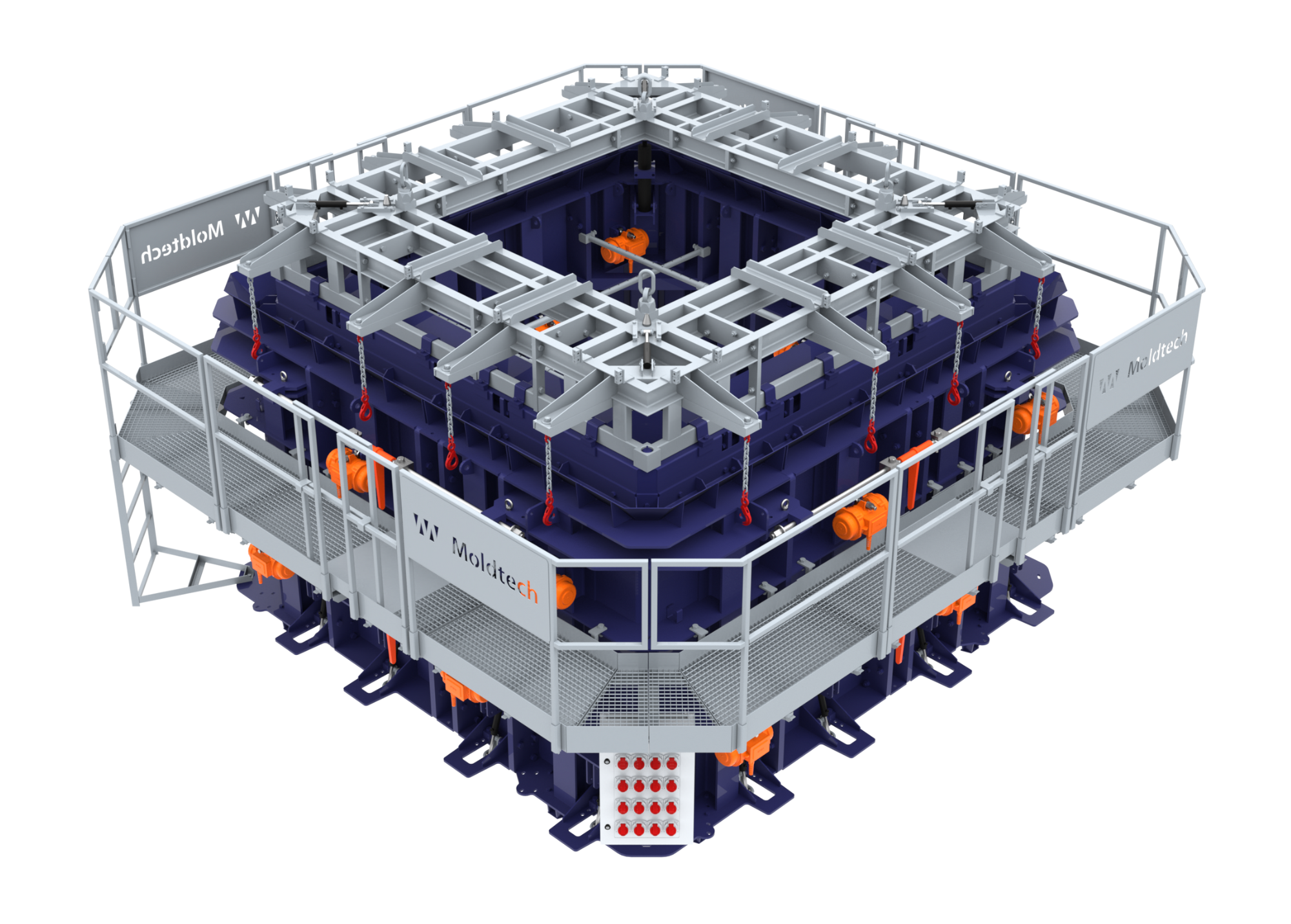
Она состоит из установленных на поддоне внутренней и внешней опалубок, а также прессующего устройства. Опалубки закреплены к основанию при помощи гидравлических захватов.
Обе опалубки и основание имеют модульную конструкцию, что позволяет составлять необходимое количество элементов для производства сборных коробчатых водоводов по технологии вибропрессования разных размеров, обычно не более 3×3 м. На одном комплекте формооснастки возможно производство готовых изделий различной толщины в зависимости от используемых элементов сборной наружной опалубки.
Стыковка различных опалубочных модулей и основания производится вручную при помощи болтовых соединений. Опалубочные панели имеют высокоточную механическую обработку, что гарантирует плотное прилегание секций друг к другу.
В то же время, основание формы видоизменяется аналогичным образом. На основании располагается собранная рама прессующего устройства, также к основанию закрепляются внутренняя и наружная опалубки.
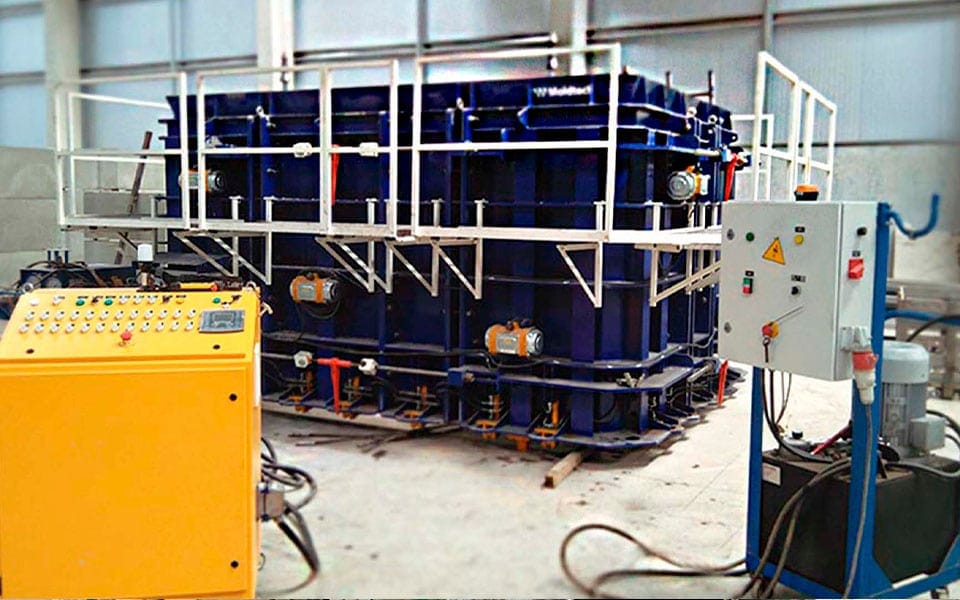
В качестве дополнительной системы уплотнения форма снабжена комплектом вибромоторов с регулируемой частотой вибромощности.
С помощью передвижного пульта происходит изменение частоты, а также запуск необходимых вибраторов для обеспечения оптимальной формовки бетонной смеси.
Технологический процесс начинается с раскладки арматуры на собранном основании, далее на все формообразующие поверхности наносится антиадгезивное средство. На первом основании размещается прессующее устройство, устанавливаются внутренняя и внешняя опалубки, при помощи гидростанции происходит активация запорных механизмов.
Начинается постепенное бетонирование заданного количества смеси, для обеспечения надлежащего заполнение формы последовательно запускаются необходимые вибромоторы. После заливки бетона выполняется прессование вместе с виброуплотнением.
Далее происходит размыкание гидравлических захватов, снимаются рама прессующего устройства вместе с внутренней и наружной опалубками, на основании остается лишь готовое изделие.
После нескольких часов (точное время зависит от качества цемента и рецептуры бетона) сборный лотковый элемент набирает достаточную прочность для его перемещения на склад. Сразу после этого производственный процесс повторяется на новом основании. Установка позволяет организовать бесперебойное производство, некоторым производителям удается изготавливать до 10 единиц изделий за 8-часовую смену, используя оптимизированную рецептуру бетона и квалифицированный персонал.